Test du filament TPU Noir de chez Eryone
Salut à tous les makers en folie, on se retrouve aujourd’hui pour un test d’un filament assez spécial, le TPU noir d’Eryone. Il y avait longtemps que nous n’avions plus collaboré avec la marque, c’est donc avec plaisir que je les retrouve pour Nozzler.
1 – Qu’est-ce que le TPU :
Premièrement sachez que c’est un matériau capricieux et qu’on recommande souvent de l’imprimer sur une machine en direct drive ou en bowden court.
Sachez aussi que la marge de température d’impression est faible, aussi je vous demanderai de faire les essais et vos prints dans les marges de température recommandées par la marque sur les bobines.
En gros : si vous imprimez trop chaud ça fait des bulles, trop froid c’est sous-extrusion et au pire bouchage de buse garantie.
C’est donc un matériau technique, de la famille des élastomères thermoplastiques que vous connaissez aussi sous l’appellation TPE. Dans cette grande famille de plastiques, on retrouve les polyuréthanes : TPU, il porte le sobriquet de FLEX dans le monde des makers car il est souple, élastique et … flexible …
Un conseil d’emblée, ne vous découragez pas, si ça vous tente osez, par contre sur un système bowden préférez un indice de dureté shore (qui indiquera aussi la souplesse de votre TPU) élevé, plus il est bas plus c’est élastique, “caoutchouteux”, et souple.
2 – Caractéristiques et astuces :
Je vais vous faire comme d’habitude, je vous donne les paramètres de la marque et je vous fais un retour d’expérience en même temps en italique :
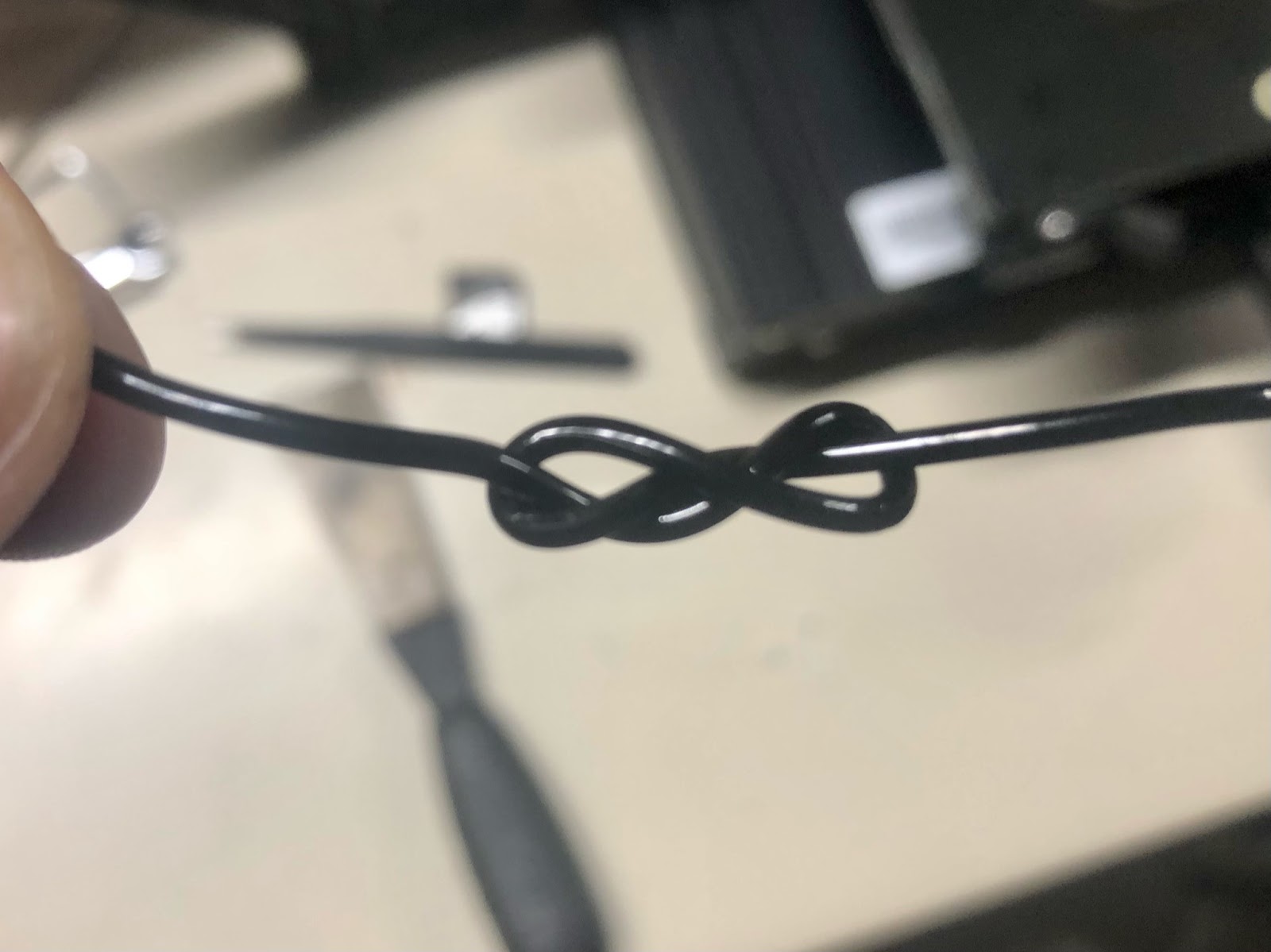
- Temp: 200-220 ℃ : c’est ce que recommande Eryone, je vous conseille de ne pas dépasser 205, c’est largement suffisant pour sortir le TPU Eryone.
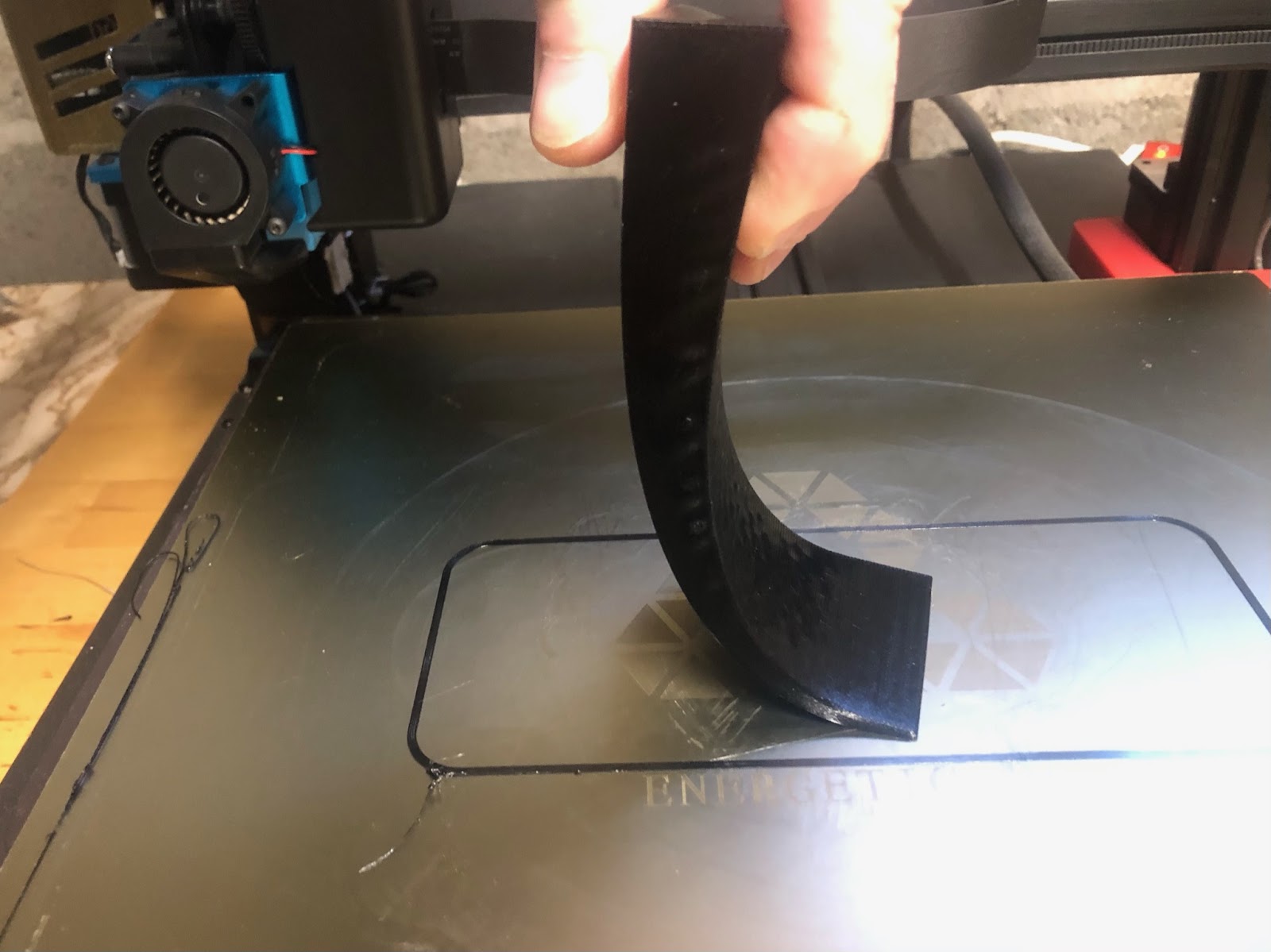
- la température du bed 60-80 °C : ok, ici deux conseils, le premier 60° c’est vraiment le max, ne dépassez pas cette valeur sous peine d’arracher votre surface de bed, mon deuxième conseil, sur un bed en PEI ( PolyÉtherimide: en gros un autre thermoplastique) : augmentez de 0.02/0.04 la hauteur de votre première couche habituelle car sinon il vous faudra un pied de biche ou un levier pour décoller l’impression. Le TPU Eryone adhère fort au bed !
- Vitesse d’impression: 25-30 mm/s : j’ai sorti toutes mes impressions à 30 mm/s, c’est une vitesse qui me semble tout à fait raisonnable (n’oubliez pas d’adapter votre vitesse de remplissage 30 mm/s aussi…. )
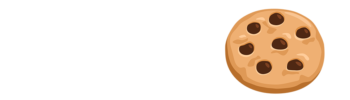
- Matériau durable et extensible qui a également une grande flexibilité, il reprend sa forme initiale après avoir été étiré : alors oui il peut s’étirer et reprendre sa forme dans une certaine limite, ensuite il reste déformé si vous avez trop forcé dessus ….
- Avec des réglages corrects, le TPU est plus facile que le PLA à être attaché à un lit chauffé en raison de ses excellentes propriétés adhésives : je ne suis pas du tout d’accord avec ce qu’avance Eryone ici, je viens d’en parler dans les lignes précédentes…
- Compatible avec la plupart des systèmes impressions 3D FDM sur le marché : certes, c’est vrai mais n’oubliez pas, surtout pour celui de Eryone, un direct drive ou bowden court sont l’idéal. En bowden on peut tous sortir du TPU mais attention à la vitesse, faites un essai avec un bout de PTFE et de TPU et vous verrez que les propriétés élastiques du TPU ne facilitent pas son utilisation dans un système Bowden.
- Respectueux de l’environnement, résistant aux UV (anti-oxygène). Convient pour l’impression d’appareils flexibles tels que des étuis de téléphone portable, des chaussures, des jouets pour enfants : alors respectueux de l’environnement je laisse cette affirmation à la marque, pour le reste c’est vrai, c’est fun et on peut imaginer une tonne d’application avec un plastique élastique et souple.
Le TPU d’Eryone a une dureté shore de 95A, ce qui le place dans les standards des TPU vendu aux particuliers, son diamètre de 1.75 est donné dans une marge de tolérance de +/- 0.05 (je ne mesure pas les variations car c’est élastique donc si j’écrase trop avec le pied a coulisse ça fausse toutes mes mesures).
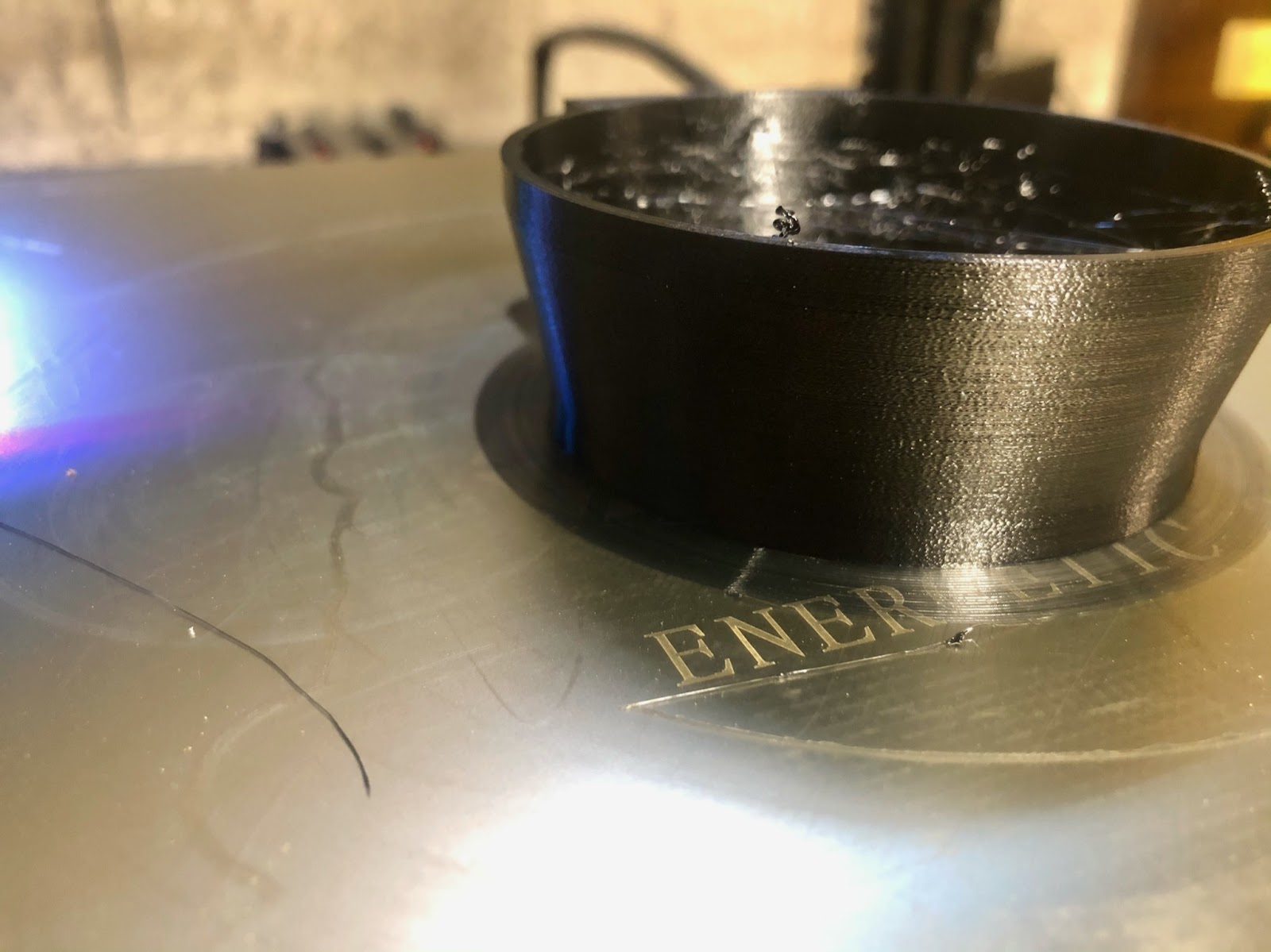
Je l’ai donc imprimé sur la Sidewinder X1 d’Artillery, à 30 mm/seconde pour toutes les vitesses, à 200°, une ventilation à 40%, et une rétraction par défaut que je n’ai pas changée 3 mm pour 35 mm/s. Le bed étant à 45° sur le PEI, pas besoin de chauffer plus.
Le TPU Eryone à une belle teinte noir, opaque et intense, pas de variation de teinte au cours du test.
J’aime bien le rendu noir du print fini. Pas d’odeur particulière, il fait vraiment ce qu’on attend de lui, il s’imprime bien, facilement, et il est souple.
Eryone le vend en bobine de 500g ce qui est largement suffisant, ça fait deux ans que j’ai une bobine de 800g de TPU SainSmart que je n’ai jamais ressortie tant les besoins sont peu fréquents dans ce type de matériaux d’impression.

3 – Prints et fails :
Hé oui “et fails”, car emporté par la facilité de mes deux premières impressions je me suis laissé porter par mon enthousiasme (même si ma petite voix me disait “ça passera jamais, va être trop laid ton print mon coco !” … On a tous entendu cette voix sur un print qu’on lance quand même sur un leveling qu’on sait par avance foireux, bref, on met sur “Off” on ne sait jamais si pour une fois le Dieu des Makers était avec nous….bref !).
C’est un petit panel de ce qu’on peut faire avec du TPU, votre imagination devrait faire le reste, je vois d’ici venir les plus coquins d’entre vous “Est ce qu’on peut imprimer des sex-toys avec ?” Pour répondre à cette question je vous laisserai donc faire l’expérience et peut être reviendrez vous avec la réponse en commentaire de cette publication, et de toute façon mon pied à coulisse n’est pas assez grand pour le modèle à reproduire … allez, laissons l’humour potache de côté et place aux photos :

il est tout à fait possible d’imprimer des supports, pour le flex je vous recommande les supports de type arborescent pour un meilleur maintien
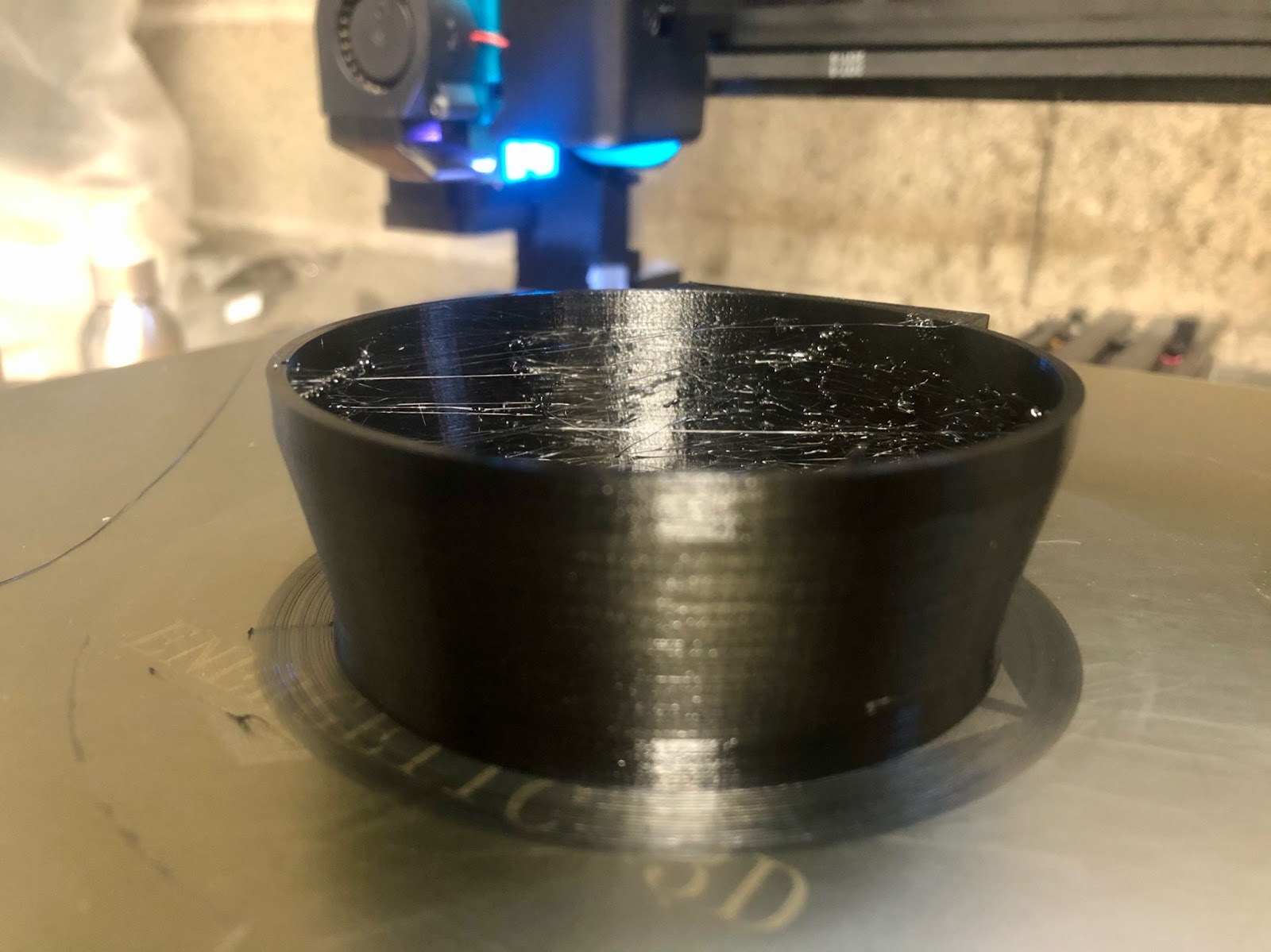
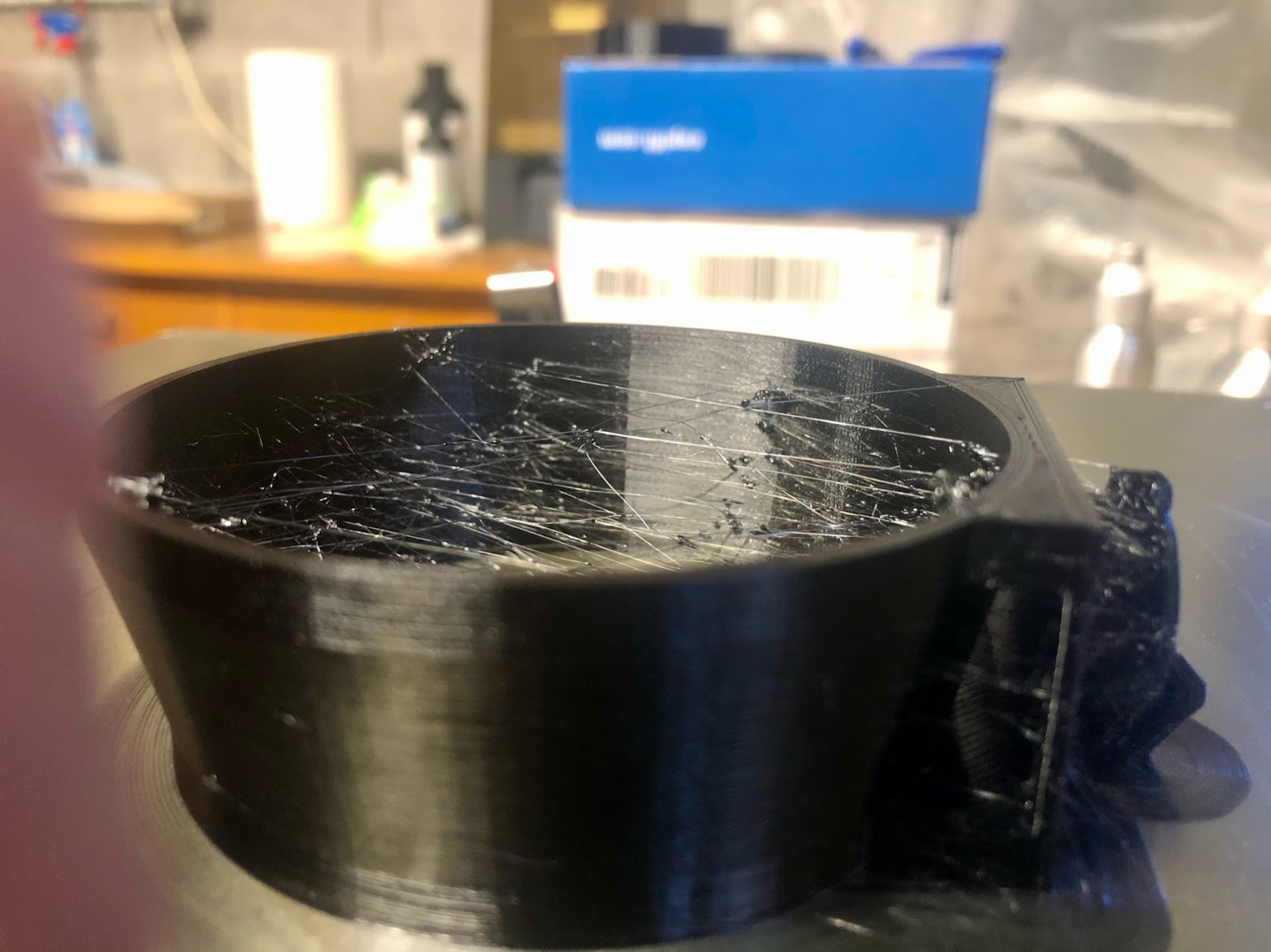
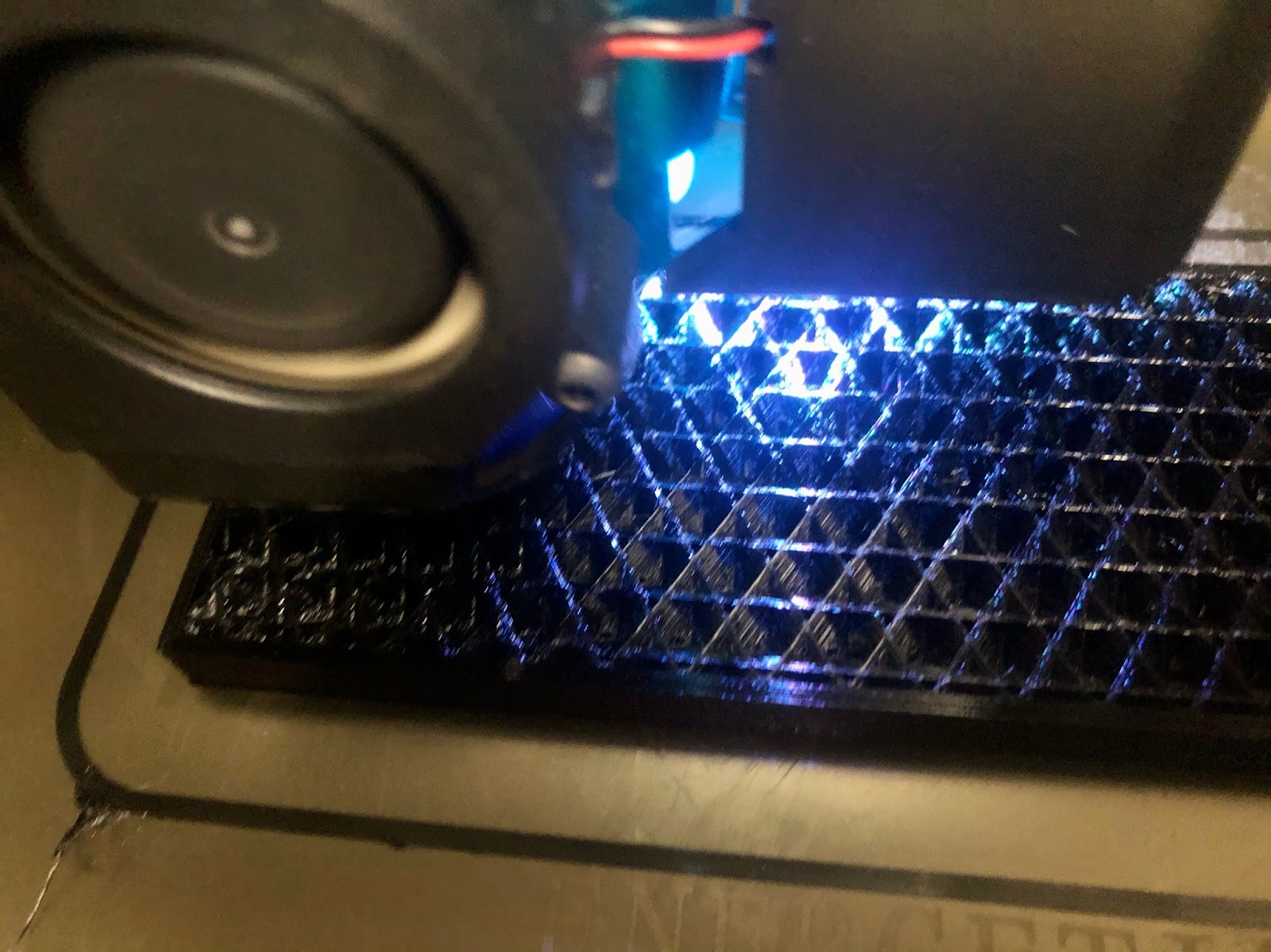
Bien sûr il y a quelques “toiles d’araignée” mais comprenez que vous travaillez lentement avec un filament qui rétracte peu, on peut améliorer un petit peu ce phénomène en jouant doucement sur les paramètres de rétraction, de température et de ventilation, à vous de trouver les bons réglages.

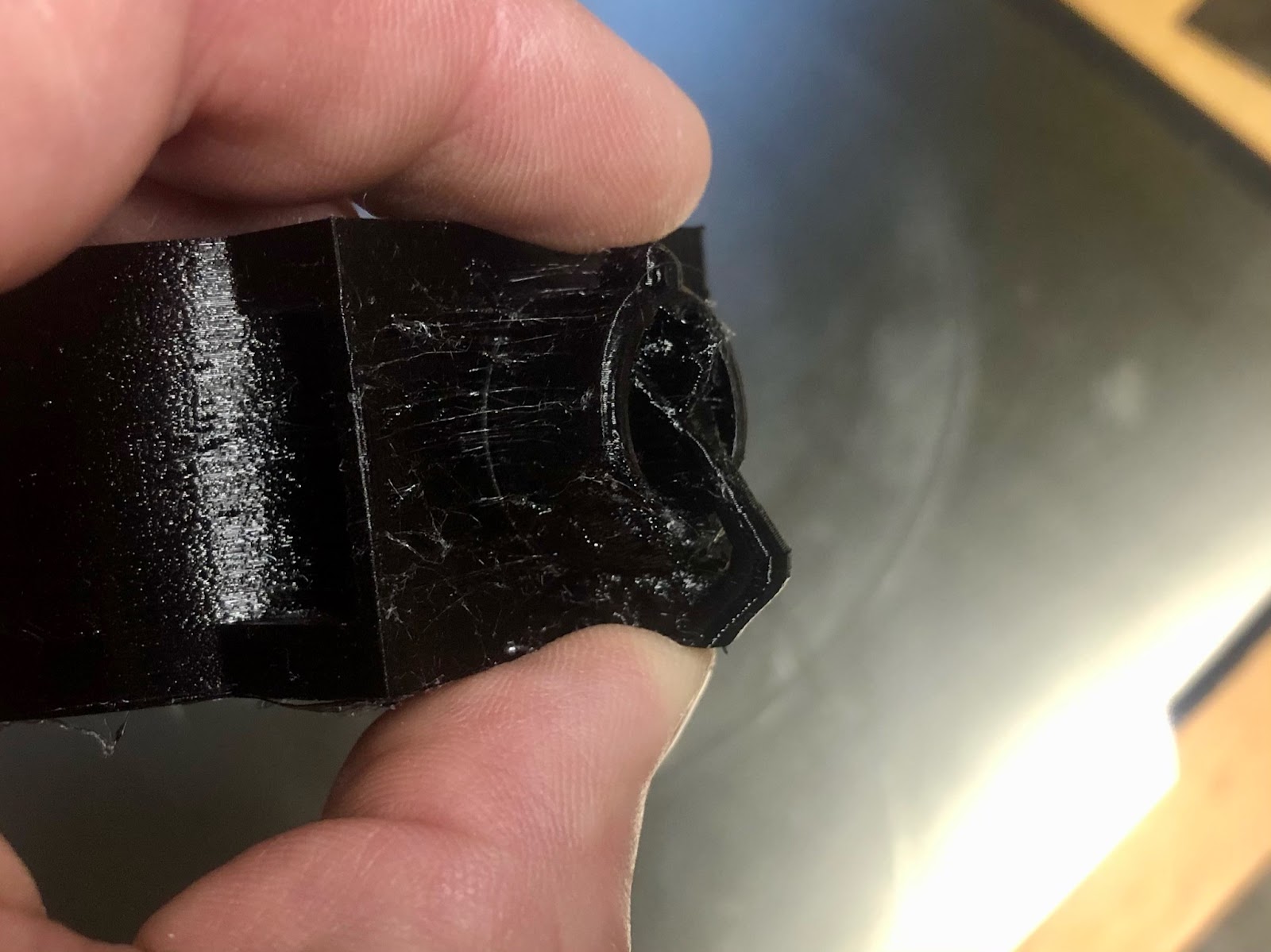
Un petit coup de scalpel et le tour est joué, par rapport au flex de Sainsmart celui de Eryone se travaille bien au bistouri, j’ai apprécié ce détail



Donc : un remplissage en quart-cubique permet d’apporter plus ou moins de souplesse en limitant le potentiel de flexibilité de votre pièce, ici un cale porte.



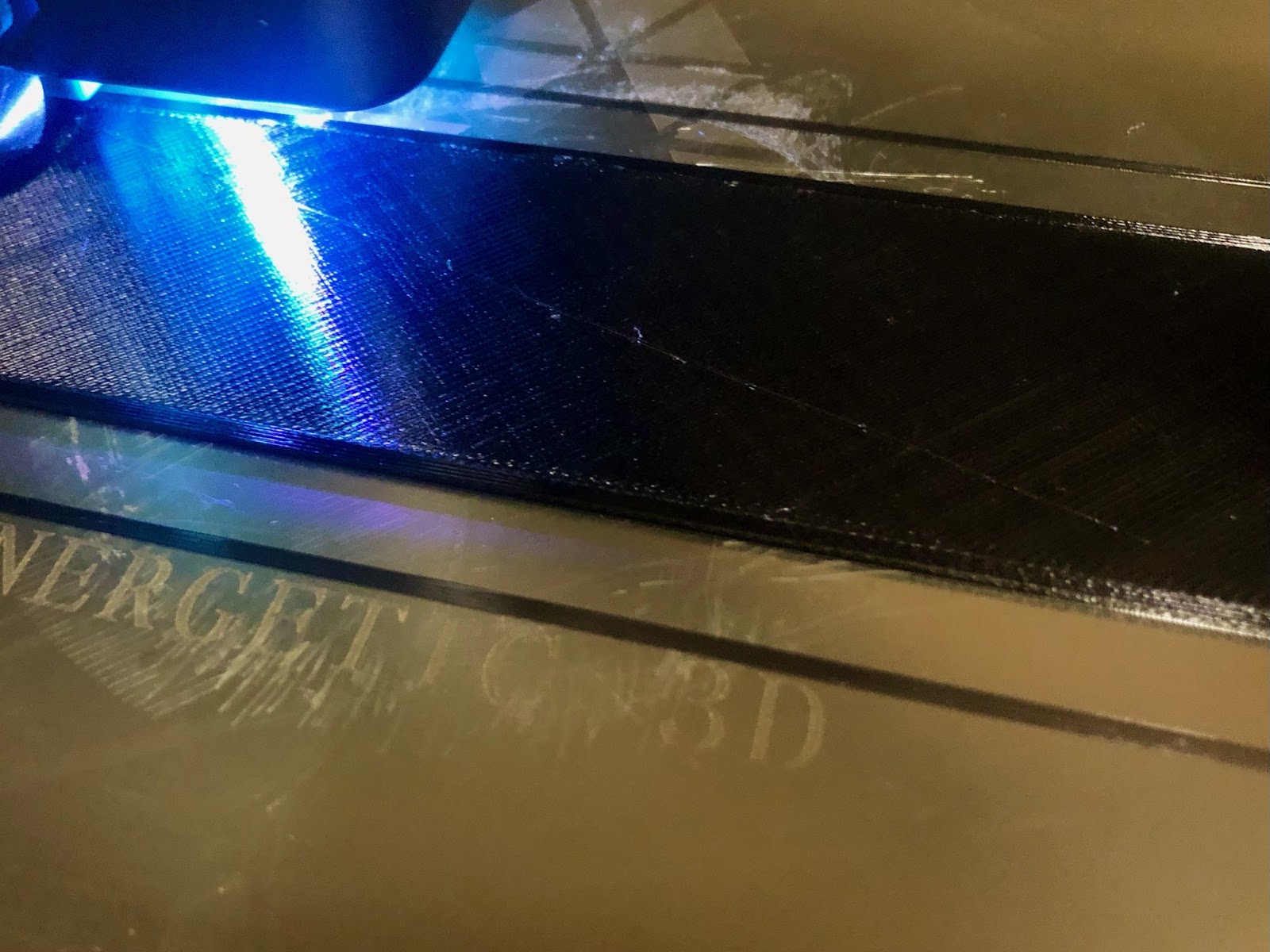
Le première couche avec la X1 Sidewinder est toujours vraiment impressionnante et ce quelque que soit la matière utilisée
… donc en rajoutant un remplissage, c’est flexible mais beaucoup moins, très pratique lorsqu’on a besoin d’une pièce un peu plus rigide.

J’avais besoin de patins souples pour mon étau (que je tiens de mon grand père qui l’a forgé lui même, il est plus que centenaire, bon il faut serrer pour desserrer mais j’y tiens beaucoup …) je l’ai donc équipé de patins en TPU Eryone :


ça me permet de protéger les pièces fragiles et de travailler dessus en toute tranquillité.
Le fail en question, il s’agit d’un petit lapin de Pâques mais les zones de ponts ne sont pas du tout réalisable à partir d’un certain surplomb…. logique :




4 – Alors le TPU Eryone est-il bien ? :
OUI ! Sans contestation possible c’est un bon TPU, il s’imprime parfaitement, répond à toutes les caractéristiques de souplesse et d’élasticité qu’on attend de lui, je vous le recommande sans hésiter.
C’est évident qu’on n’en utilise pas tous les jours mais en avoir une petite bobine de 500g c’est toujours bien pratique.
Merci à Eryone et Nozzler de m’avoir fait confiance pour ce test. Merci aux créateurs et designers de tous horizons qui mettent toujours plus de fichiers STL à notre disposition sur les sites de partages dédiés. Restez connectés à notre Insta ou nous postons nos réalisations. À bientôt.
TEST RÉALISÉ PAR GUILLAUME MERCIER POUR NOZZLER.