Test de le FLSUN Super Racer SR

Salut à toutes et tous, on se retrouve aujourd’hui sur Nozzler pour le test de la Flsun Super Racer. C’est rarissime que je sorte un article si peu de temps après avoir reçu la machine – 10 jours – vous commencez à me connaître, j’aime bien pousser les machines pendant 3 voire 4 semaines avant de me prononcer, mais là … Cette Super Racer fera date et exception sur Nozzler !
Je vous avais déjà présenté la Q5 puis quelques temps plus tard la QQS Pro, nous sommes ensemble maintenant pour l’évolution logique, attendue, de la série QQ avec ce monstre de vitesse en version stock !
Sur le carton d’emballage, on retrouve une petite phrase choc de Flsun : “Slow is the past, fast is the future.”, qu’on peut traduire par “Lent est le passé, rapide est le futur”, rhaaa dès que j’ai vu cette petite phrase écrite sur le côté, j’ai eu un petit picotement dans les reins, j’ai sorti mon cutter et hop : déballage – montage – premiers prints et je vous livre mon avis, comme ça, à chaud, vite vite vite !!!!
(je m’excuse d’avance pour certaines photos, j’ai rencontré un souci d’éclairage dans l’atelier ce qui a pourri certaines prises de vues…)
1 – Présentation de la FLSUN Super Racer:
La SR est une imprimante d’architecture Delta, la team Flsun voulait préparer une machine Delta digne de ce nom, une machine qui peut, sortie de son emballage et fraîchement montée, imprimer à 150 mm/s ! Oui vous avez bien lu 150 mm/s, autant vous dire que le défi à relever pour sortir un version stock capable de cette vitesse est énorme et surtout sans faire exploser le tarif et le porte monnaie des futurs acheteurs, l’équation n’est pas si simple vous leur accorderez bien ça.
Flsun a donc demandé à certains des reviewers, quelques conseils et principes de base afin de mener le projet à bien. Les questions portaient sur les évolutions, les améliorations, le firmware etc, tout ce qui permettrait une fois assemblé d’imprimer vite et bien. Ils ont mis en application pas mal de ces évolutions.
Les caractéristiques générales :
- la SR est une imprimante d’architecture delta muni de bras en fibre de carbone haute densité, le tout guidé par des rails linéaires,
- volume de print de 262x262x330 mm,
- mesurant 440 mm au sol sur une hauteur totale de près d’un mètre en comptant le support bobine : 960 mm,
- carte mère SKR V1.3 a processeur 32 bits,
- 4 drivers moteurs TMC 2209,
- plateau chauffant amovible avec un revêtement type Ultrabase,
- alimentation en 24V,
- extrudeur type BMG,
- raccords pneufits full metal,
- tête de type volcano hotend,
- poids total avoisinant les 14 Kg,
- écran capacitif tactile déporté de 3,5 pouces qui vient s’aimanter au montant,
- détecteur de fin de filament,
- capteur de fin de course optique,
- courroies de 10mm
- Firmware : Marlin custom version 2.0.6, vous retrouverez l’intégralité de la carte SD dans la section dédié sur Nozzler :
Les fonctions :
- reprise de print en cas de coupure / pause,
- détection de fin de filament,
- impression haute vitesse,
- silencieuse,
- impression via USB et carte micro SD,
- auto-leveling,
- 8 langages disponibles.
2 – Unboxing et commentaires :
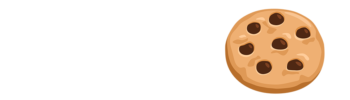
Comme d’habitude, c’est toujours propre, bien conditionné, le carton est relativement peu encombrant vu la taille de la machine finie.







Le sac d’accessoires est richement fourni :

De gauche à droite :
- le capteur de leveling, traditionnel j’ai envie de dire, exactement le même système d’interrupteur, mais qui a fait ses preuves sur les anciens modèles, franchement moi ça me va très bien, surtout qu’il y a la fonction de “z adjust” en live, par pas de 0,05, vous pouvez monter ou descendre la tête au début du print si votre leveling n’est pas parfaitement ajuster,
- un adaptateur / lecteur de carte micro SD et la carte micro SD,
- un pinceau nylon pour nettoyer votre extrudeur des poussières de plastique,
- un tube de graisse,
- un chiffon microfibres pour nettoyer votre bed,
- toutes les pièces de la tête : corps de chauffe+buse, sonde, résistance,
- une pince coupante,
- un PTFE de rechange,
- des colliers de serrage,
- les “connector buckle” tout à fait en haut à droite de l’image, utilisé pour serrer vos connecteurs pneufits, le STL est dans la carte SD si besoin.

Le manuel d’installation et de montage, super bien fait et très clair, en anglais mais bon …. Si besoin, tout est doublé d’une vidéo sur la clef SD, d’ailleurs je recommande de jeter un œil aux vidéos avant le montage pour ceux qui n’auraient pas l’habitude de monter ce genre d’architecture d’imprimante 3D.

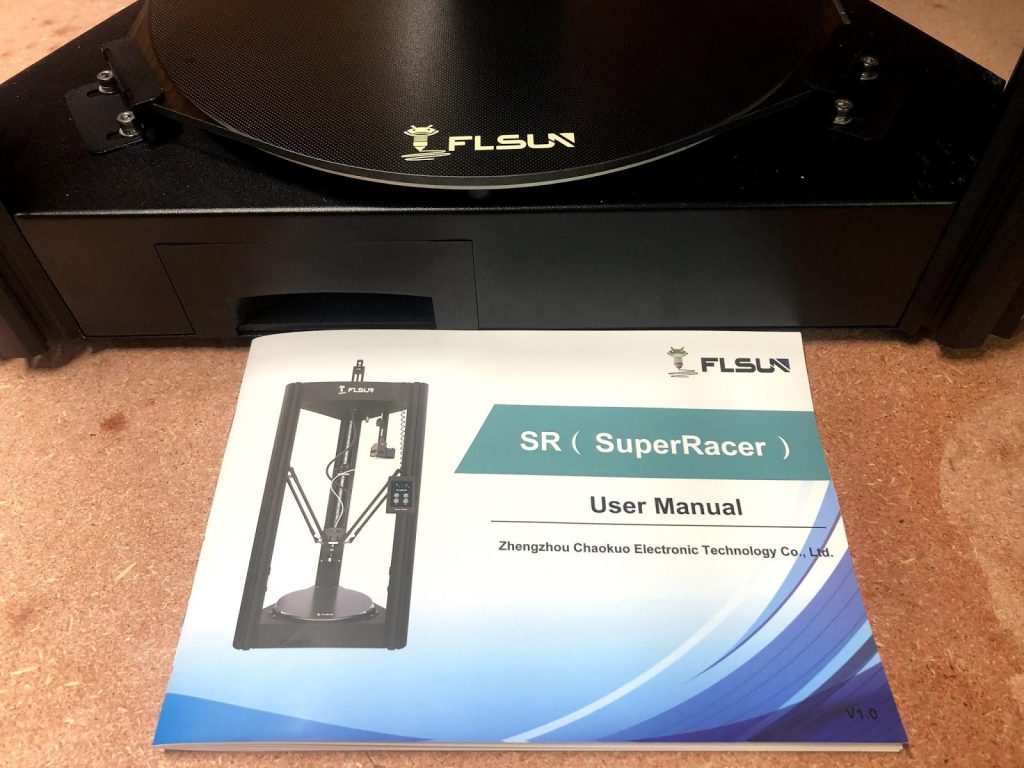
Voici l’une des évolutions : capteurs de fin de course des axes optiques, c’est l’un des points que j’avais évoqué avec la marque lors de nos échanges, ainsi que des raccord pneufit haut de gamme full-métal :
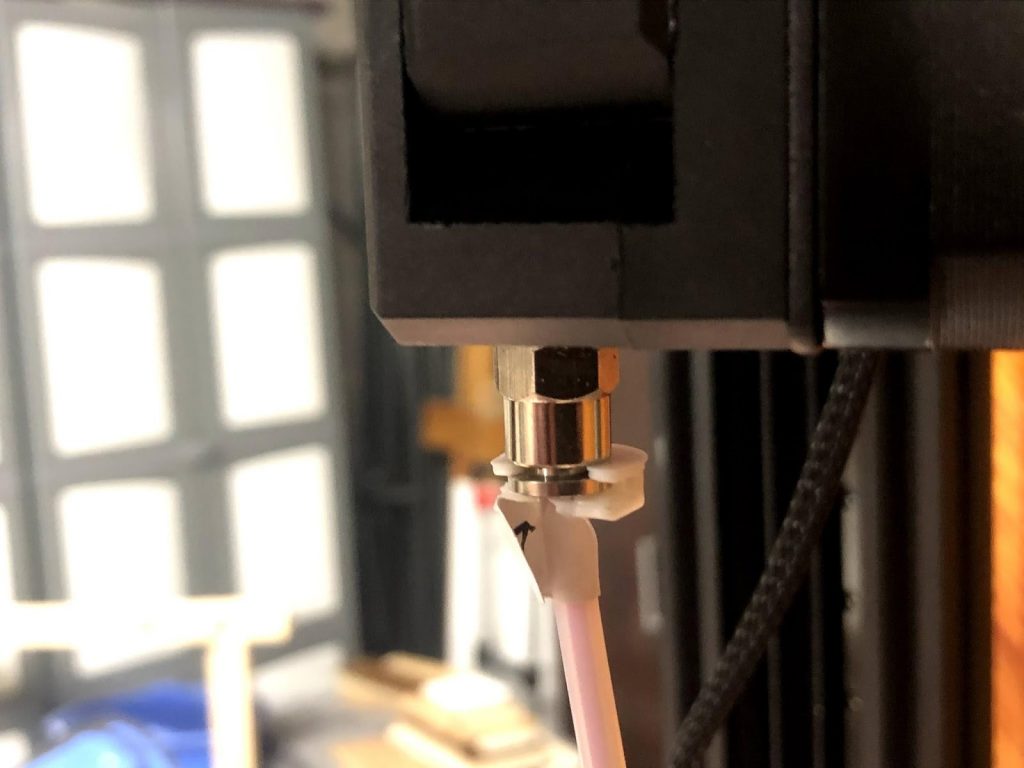
Ce sont des raccords pneufit pour tenir le PTFE, haut de gamme et résistants, c’est l’une des pièces à ne pas laisser de côté si vous prévoyez de lancer une impression à grande vitesse, et je remercie Flsun d’y avoir pensé.
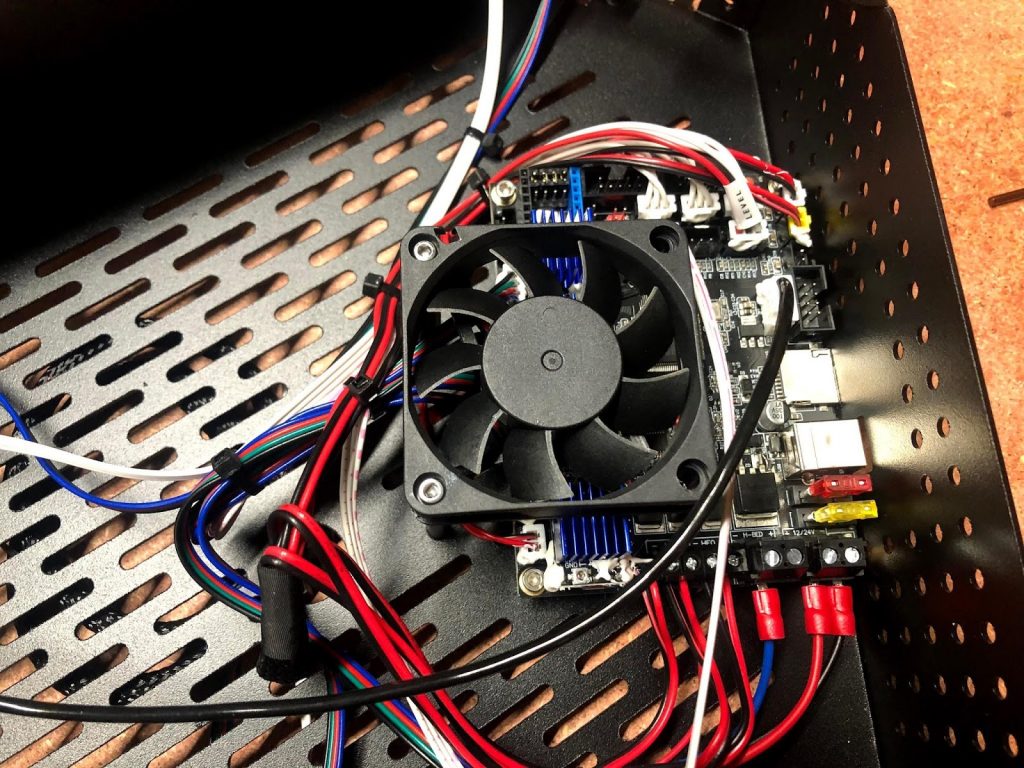
un gros ventilo, très silencieux pour refroidir la SKR (c’est une carte qui date un peu maintenant mais elle est fiable) et les drivers, mais :

comme vous pouvez le voir les drivers et connections diverses sont collés non mais WTF ??? tout est collé … ça, c’est du grand n’importe quoi.
Sinon à part cette mauvaise surprise, le cable management est nickel :

connectique de type aviation pour connecter la tête, de ce côté pas de changement,

des tous petits tous fins dampers pour amortir les moteurs sur les montants, les moteurs des axes sont identifiés avec des stickers, rappelant les stickers sur le câblage de la carte, easy !

Le système d’entraînement des axes est donc sur rails, on aperçoit les rotules de fixation des axes de la tête.

le système de tension des courroies reprend celui présent sur la Prédator, j’aime bien cet ensemble c’est pro, solide et on peut agir sur plusieurs hauteurs, mais attention avec ce système de tension on ne sent pas la force qu’on met dedans, perso je n’ai pas touché la tension des courroies avant de lancer la machine, le but étant de lancer la SR directement après le montage, la tension d’origine me semble tout à fait correcte sur le modèle que j’ai reçu.

l’extrudeur type BMG déporté, du coup il ne résonne pas dans la caisse (les possesseurs de la QQS me comprendront), et capteur de filament, ce type de capteur n’est pas mon truc, c’est mécanique et source de problème, un optique m’aurait mieux convenu.



la palette en alu de la tête est plus épaisse, les fan duct sont mieux définis et mieux axés sur le matériaux (on aurait aimé les STL dans la carte SD même si il y aura des mods qui sortiront rapidement, la ventilation est efficace et silencieuse. On aperçoit sur la photo du haut les rotules et les ressorts des bras en carbone, maintenus par un jeu de ressorts. Et sur la dernière photo, en premier plan, le support pour le capteur de leveling. Miracle chez Flsun, la tête est équipée d’une chaussette en silicone …. ;-).
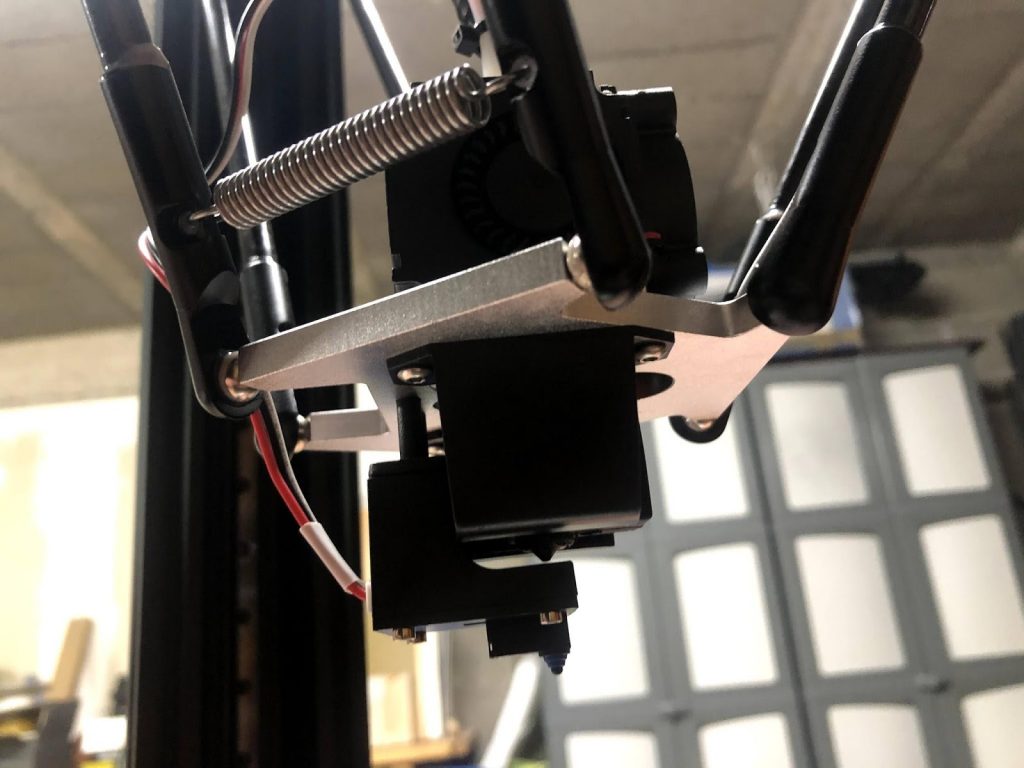
Sur la gauche le capteur de leveling, sur le dessus les bras en carbone avec les ressorts, la machine est tellement silencieuse en fonctionnement que c’est le bruit de ces ressorts qui me saoule le plus, c’est pas très fort mais assez pour être présent dans la pièce.

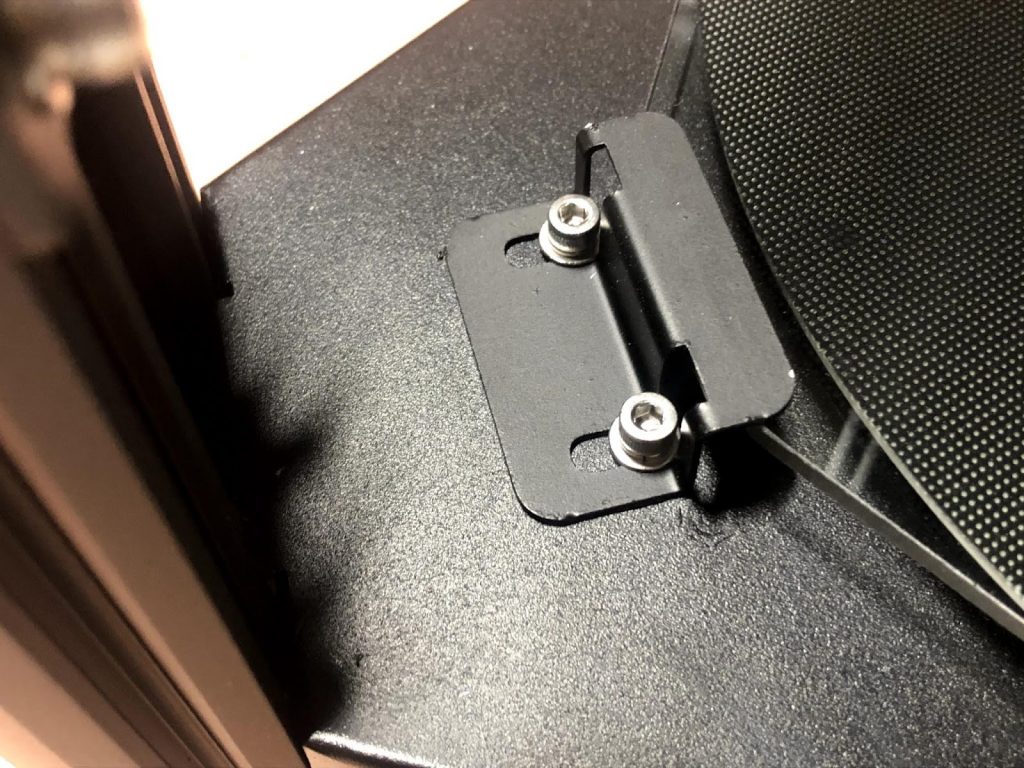

Le bed en verre est amovible du bed alu, il est maintenu par un système aux trois coins, ça aussi c’est nouveau et assez cool !
La surface est de belle qualité, l’adhérence forte à chaud et quasi inexistante à froid.




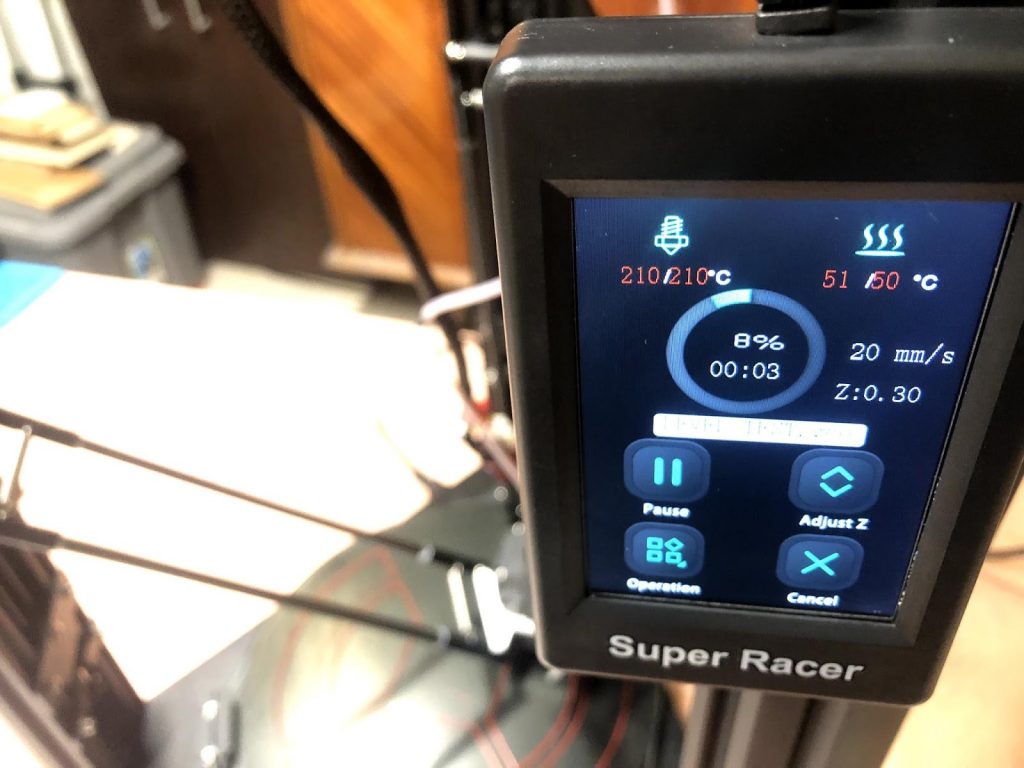
l’écran tactile capacitif déporté sur le montant avant gauche de la machine, en couleurs, rapide, réactif, fixé à l’aide d’un aimant, j’adore, c’est vraiment trop cool, la rallonge sur câble permet d’aller jusqu’en bas de la machine, c’est une très bonne idée ! L’interface graphique est cool et l’affichage de la vitesse de la tête en temps réel est fun.

Un petit tiroir est prévu pour tout stocker, c est la bonne surprise!
Là je vais vous montrer le porte bobine, même en écrivant ces lignes j’ai encore les bras qui m’en tombent, j’y croyais même pas en le déballant, on l’a dit et re-dit, il est NUL, alors ? Pourquoi nous l’avoir refourgué encore une fois ? Mystère ….

Certaines de vos bobines ne passeront pas en entier dedans ! comprend po …. j’hallucine ….
3 – Lancement et prints :
Donc, c’est un test d’une machine qui est en prévente actuellement, ici :
https://www.flsun3d.com/product/3.html
En version stock, avec le slicer Cura version 4 et le profil fourni par Flsun, je vous le dit de suite, il n’est pas efficace, daté, mais le but n’est pas là, la vrai question c’est à quelle vitesse je vais lancer les prints et j’ai choisi 150 mm/s !

Le STL de vérification du leveling sur la carte SD, sur la partie centrale on voit qu’il n’est pas super ajusté puis s’aplatit sur la gauche, j’ai utilisé le z adjust pour affiner mon réglage,


ça va vite, très vite, je ne connais pas les paramètres du slice du fameux ensemble écrou et boulon de Flsun mais la machine affiche 120 mm/s,
Je prends donc la main pour un petit essai sur la fin de la bobine de rouge Printax que j’avais, je vous donne mes paramètres de base, des prints à 150 mm/s :
– T° 215°
– Vitesses : Paroies ext et int à 150 mm/s
– vitesse de déplacement de la machine à 180 mm/s
– Vitesse de remplissage à 90 mm/s
– vitesse de la couche initiale à 25 mm/s.
Ça restera mes paramètres pour tous les tests ci dessous (juste la hauteur de couche variera entre 0,1 et 0,2), à vous de juger, les plus experts d’entre vous verront rapidement la nécessité d’utiliser une version plus récente de Cura et d’affiner le profil, mais ça n’est pas l’objet de mon article, donc 10 min plus tard :



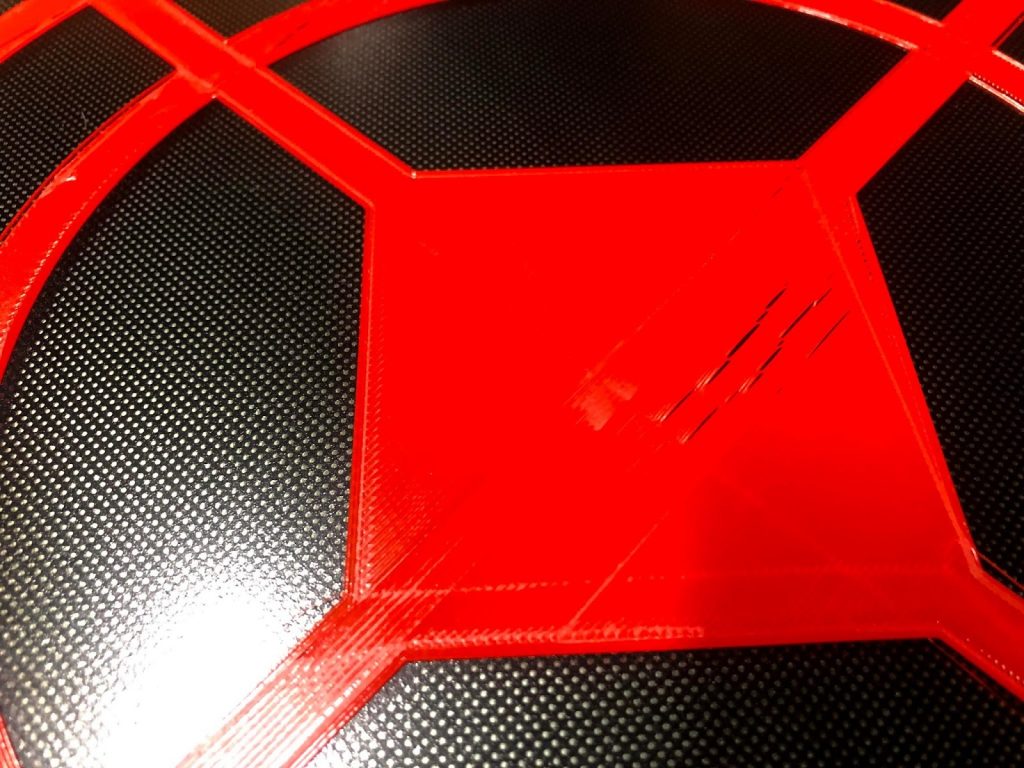
ça va tellement vite que j’ai imprimé deux fois cette étiquette pour jardin, on voit la répétition des défauts de jointure sur la bordure, ça se corrige dans le slicer, les layers sont solides entre eux, la solidité n’est pas impactée, l’esthétique si.
Fort de ce premier test, je vous propose d’imprimer en deux fois un buste de Vision, la première version en 0,2 de hauteur de couche, toujours avec les paramètres donnés plus haut (pour mémoire : 150 mm/s pour les parois), un remplissage à 5%, la seconde version en 0,1 de couche, toujours avec le profil de base, non retravaillé, j’insiste sur ce point, et je vous expliquerez en conclusion pourquoi.
Celui en 0,2 prend 4h (1h pour le socle et 3h pour le buste), celui en 0,1 prend 8h (2h pour le socle et 6h pour le buste), je vous montre les deux avec les défauts apparents :
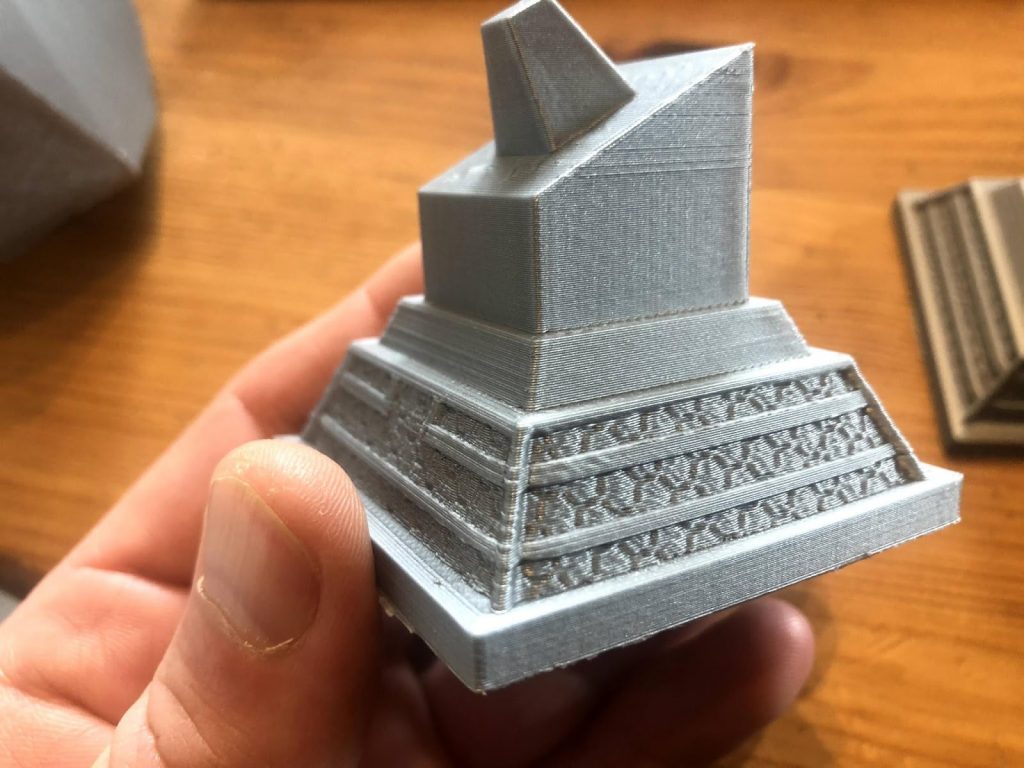
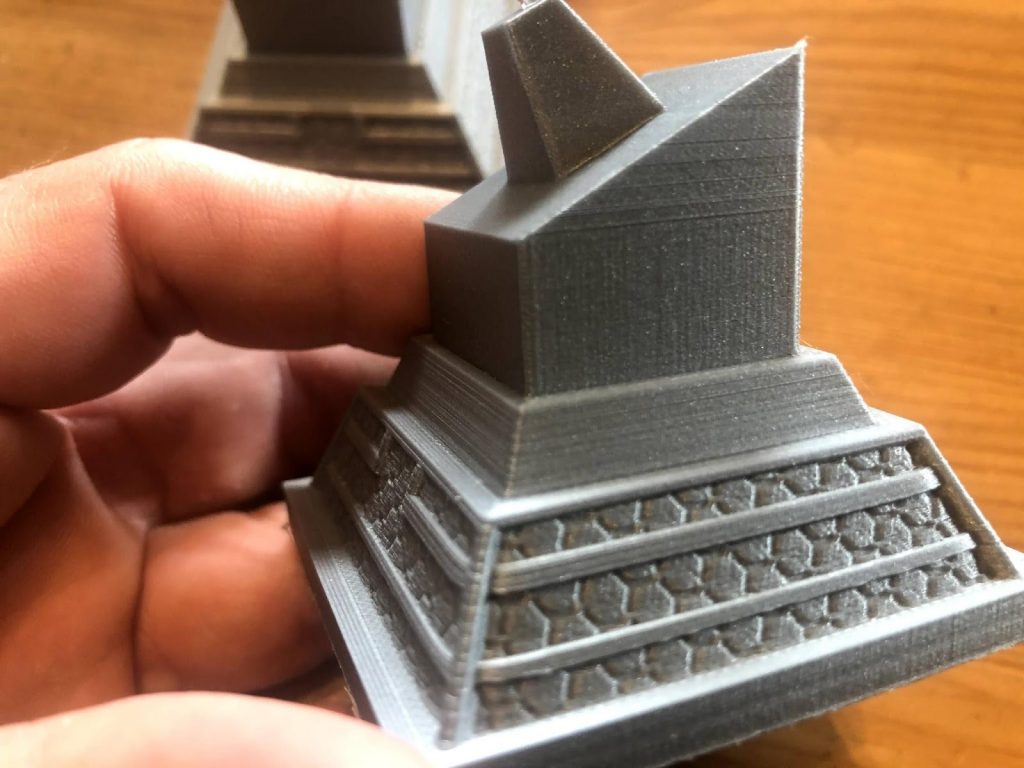

En premier le 0,2 et en second le 0,1 :


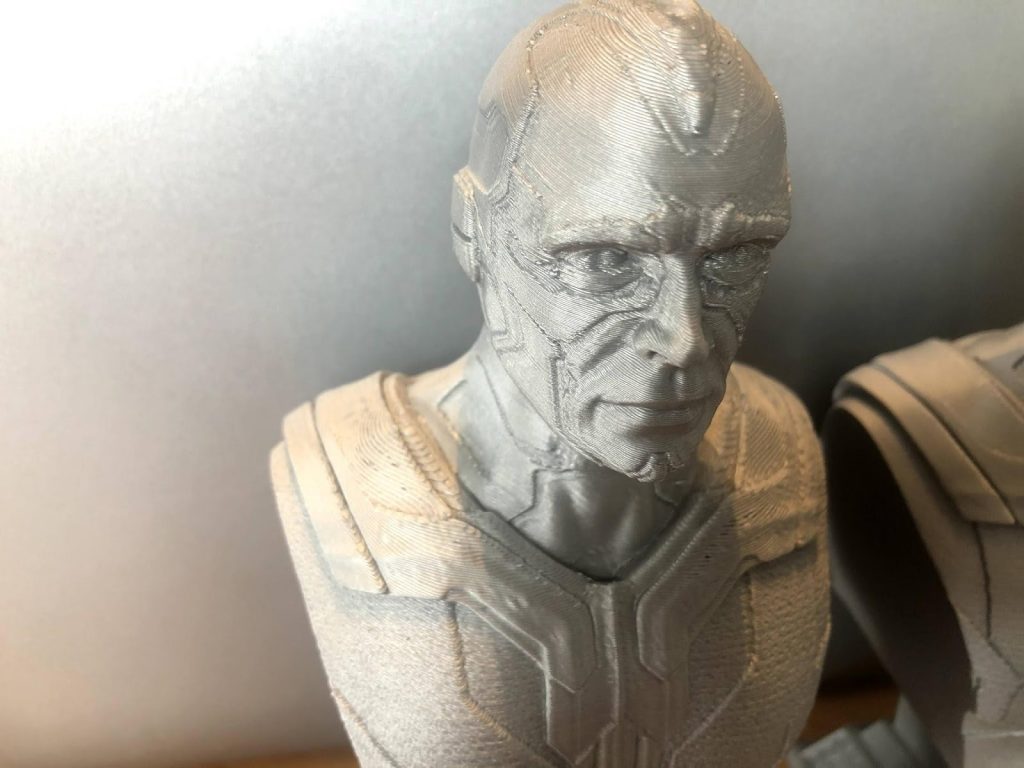







Donc je ne vais pas détailler tous les défauts de chaque impression, on peut cependant voir tout de suite que le profil sera à améliorer rapidement, qu’une légère calibration de l’extrudeur (encore à vérifier car à cette vitesse certains défauts se superposent entre eux), reste que celui en 0,1 et moins “marqué”. Il ne manque pas de matériaux, les structures sont solides et non cassantes, cette machine imprime vraiment à 150 mm/s ! C’est une belle performance pour une machine stock, sans mod ni travail sur le slicer.
Voici une petite vidéo pour réaliser la vitesse de la machine. Print effectué à 150mm/s pour les parois et 70mm/s pour le remplissage sur une machine entièrement stock sans réglages :



Le cube mesue 20.2 de côté sans réglage.
4 – La Super Racer … vite ou pas ?:
Incontestablement oui, rapide, stable et silencieuse, c’est un régal de regarder sa tête se déplacer si vite.
Cependant plusieurs points à préciser :
- la SR vous forcera à maîtriser votre slicer : accélérations, saccade, flow, température, rétraction et quelques autres subtilités , ça sera votre plus gros travail, je pense que des profils seront disponibles rapidement dans les différentes communauté,
- n’oubliez pas qu’il y a des limites physico-chimique liées à la vitesse et au comportement du matériau imprimé, si vous souhaitez standardiser la haute vitesse pour vos prints, alors il vous faudra faire des tests par bobine, ne pas généraliser,
- Ne pensez pas que c’est easy d’imprimer si vite, la structure de la machine le permet, mais vos compétences devront faire le reste.
- Un détail qui a son importance, reste à produire le matériau de qualité pour imprimer à ces vitesses :

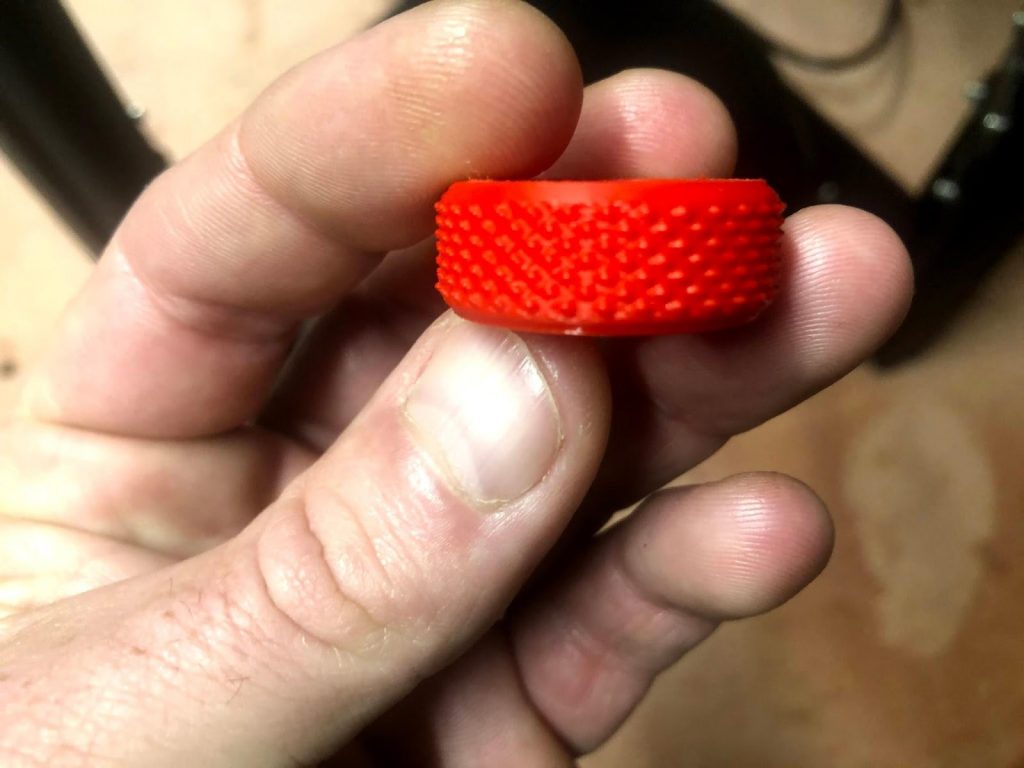
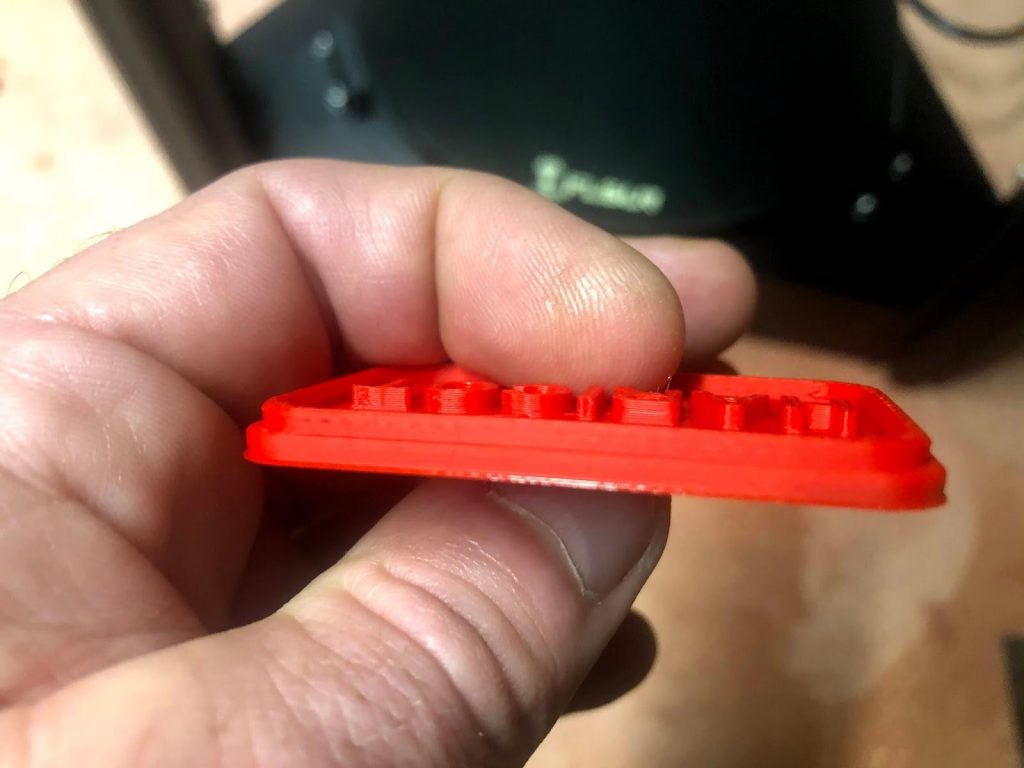
Voyez ici simplement la différence de finition entre deux marques de PLA fabriqués en France, ça laisse songeur. Donc là aussi la qualité que vous voulez mettre dans vos prints va dépendre de la qualité de vos matériaux et n’est ni machine dépendante ni slicer dépendante. La différence est flagrante.

Bravo à FLSUN de sortir cette belle delta, belle à tous les niveaux, c’est une vrai belle machine, bien finie, un design épuré, du silence, du confort, bref elle marche fort d’emblée, un slicer plus récent aurait vraiment apporté un plus dans la finition des impressions de mon test mais l’intérêt de cet article était de répondre à la question “Peut on imprimer à 150 mm/s ?”. La réponse est oui et c’est pas loin d’être parfait ! donc bravo à Flsun.
Merci à Nozzler et à la team de FLSUN de m’avoir fait confiance pour ce test, merci aux designers et concepteurs, toujours plus nombreux à nous proposer des STL sur les sites de partages dédiés. Restez connectés sur nos réseaux et notre Insta où nous postons régulièrement nos réalisations avec les produits testés sur Nozzler.
Test réalisé par Guillaume Mercier pour Nozzler.fr